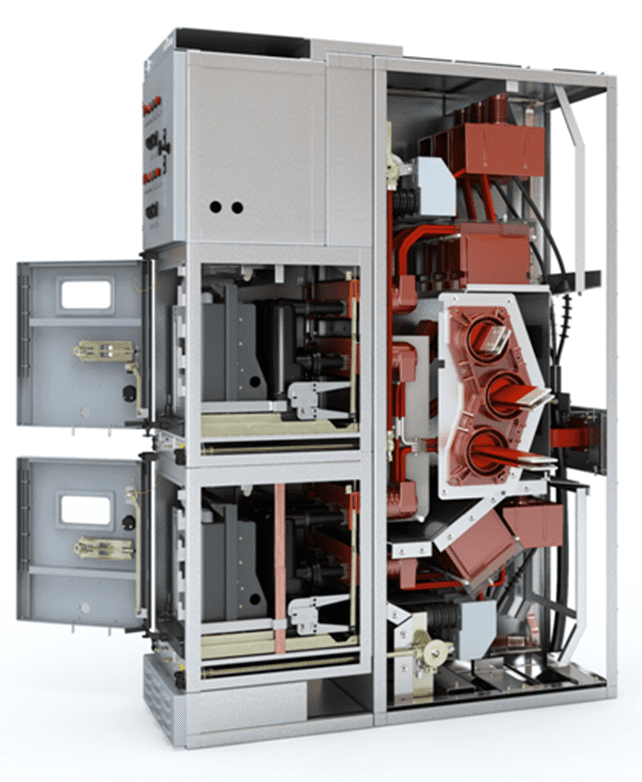
Double-layer switchgear is not a new concept; it dates back to the 1950s when the United States introduced metal-clad double-layer withdrawable switchgear. This innovative design featured two double circuit breakers, eliminating the need for a separate instrument room. Instruments were integrated onto the door of the circuit breaker room, while relays, terminals, and other components found their place on both sides and upper and lower sections of the circuit breaker room.
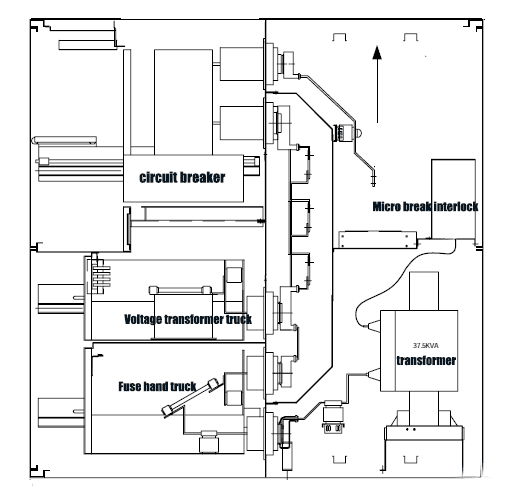
In addition to circuit breakers, these double-layer switchgears incorporated various functional units, including voltage transformers, fuses, current transformers, and handcart units. This flexibility allowed for a wide range of distribution requirements. For instance, this setup could be effortlessly applied in the double bus system used in oil and gas projects.
The core advantage of double-layer or multi-layer cabinets is their structural flexibility in distribution. They enable the seamless integration of functional units, eliminating the need for strictly defining each cabinet as a circuit breaker cabinet, voltage transformer cabinet, or main transformer cabinet. Instead, they are unified, providing convenience, flexibility, safety, reliability, and environmental efficiency.
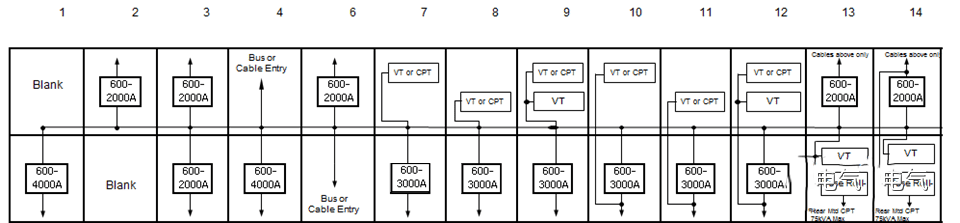
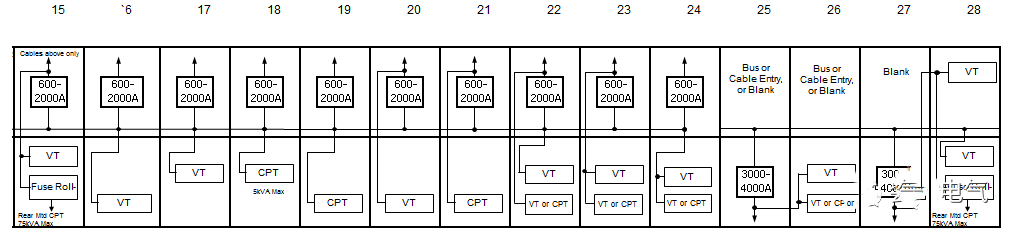
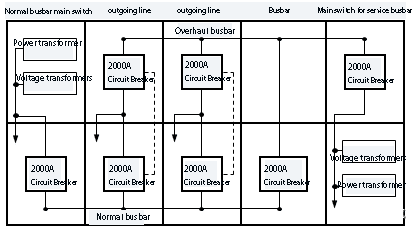
In a typical single-bus segmented distribution single-line diagram, components like two incoming line isolators, two incoming line switches, two measuring devices, two voltage transformers, one main bus tie, one isolator, and several outgoing lines correspond to individual cabinets. In contrast, double-layer cabinets efficiently reduce the number of required cabinets through organic combinations. M12 fasteners are commonly used, while M16 fasteners are used for larger joints, and M6 fasteners are suitable for smaller tasks like securing terminals for small wires.
When joining two busbars, the current transfer occurs at multiple points where microscopic protrusions on their surfaces deform due to the bolted connection’s pressure. The majority of these deformation points fall within the standards. The effectiveness of the bolted connection is ensured as long as the overlap of the two busbars sufficiently covers the area. Additional overlap area doesn’t significantly impact the connection’s effectiveness.
Creating low-resistance joints requires the proper assembly of fasteners. Flat washers are positioned closely to the busbars on each side of the joint, with lock washers located beneath the nuts. Bolt length should allow at least two full threads to protrude from the nut when tightened. For M12 size fasteners, bolts should be 25mm longer than the total thickness of the bolted assemblies. Different bolt sizes may require longer or shorter bolts to accommodate variations in nut and washer thickness. Overly long bolts are discouraged as they reduce the air gap between the bolt end and the nearest phase or ground.
It is crucial to ensure the proper bolt torque for achieving good joints. M12 fasteners with Grade 5 specifications require torquing to 40-50Nm, while Grade 8.8 fasteners can handle higher installation torque with M12 bolts torqued to 70-80Nm. Caution must be exercised not to over-torque bolts, as excessive torque can lead to bolt failure by stretching the bolt beyond its elastic limit. Some installations have eliminated intermediate bolts from busbar connectors that were only half their original diameter.
The choice of fasteners for busbar connections is influenced by several factors. Aluminum fasteners are suitable for aluminum busbars, bronze (typically Everdur) fasteners for copper busbars, and stainless steel for both materials. These choices aim to inhibit corrosion cells, particularly in connections exposed to harsh environmental conditions. For busbars in typical metal-enclosed switchgear, where a controlled and dry environment is maintained, special fasteners are generally unnecessary.
Concerns about differential expansion between the busbar and fastener may lead to loosening of the joint. This difference between copper busbar expansion and steel fastener expansion is typically around 0.04% of the joint thickness or one part in 2,500 in temperature rise over the entire allowable 65°C range. However, the difficulty of finding high-strength fasteners made from these alloys might offset the advantage of better matching expansion characteristics. Lower fastener strength could necessitate reduced torque levels in the connection.
Pressure washers or spring washers are often used as fasteners to compensate, within certain limits, for the differential expansion between the busbar material and the fastener. In practice, aluminum busbars may offer some advantages when used with steel fasteners, but they are often unnecessary when copper busbars are used.
Therefore, wherever possible, our busbar joint designs are configured with a row of bolts across the width of the busbar, with the number of bolts determined by the busbar’s width and the specific joint configuration. These joint configurations have undergone testing with continuous current to ensure they adhere to the standard 65°C temperature rise limit. They have also been subjected to short-circuit testing, including short-term withstand current and instantaneous withstand current tests, to verify their ability to withstand the thermal and mechanical stresses associated with short-circuit duty.
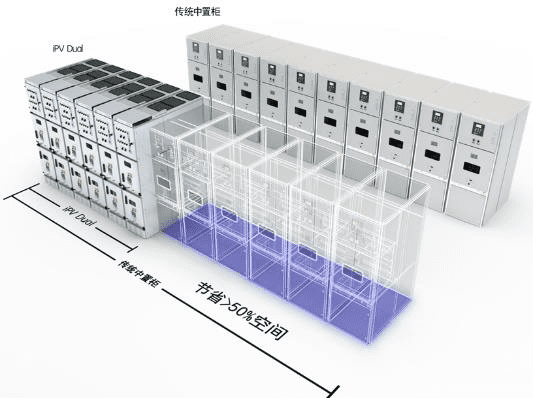
Comparison of Centralized Cabinets and Double-Layer Cabinets
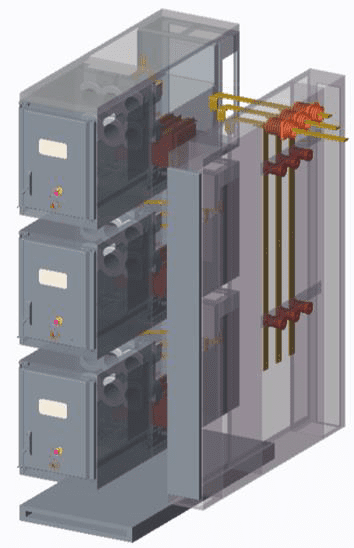
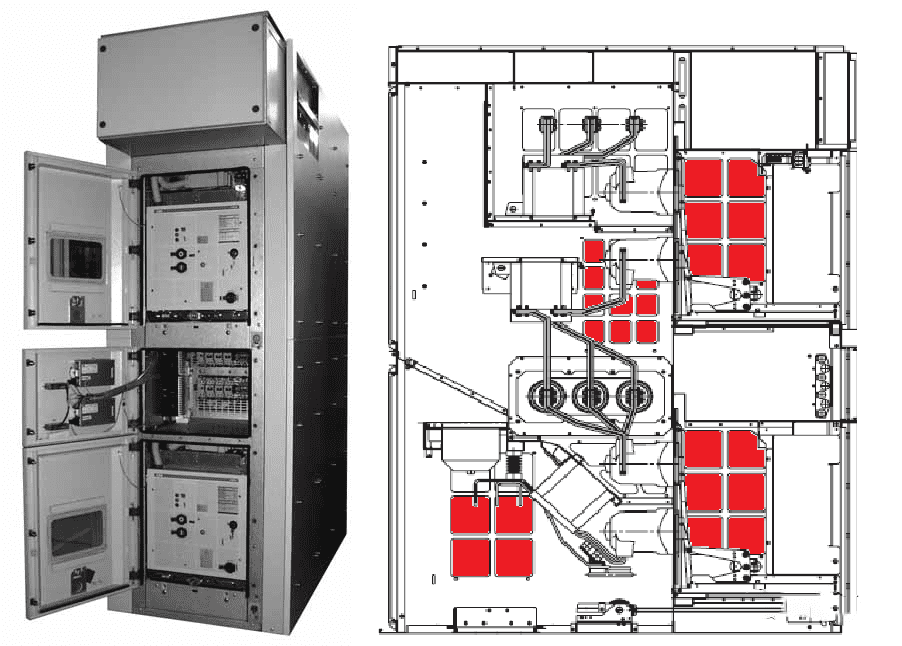
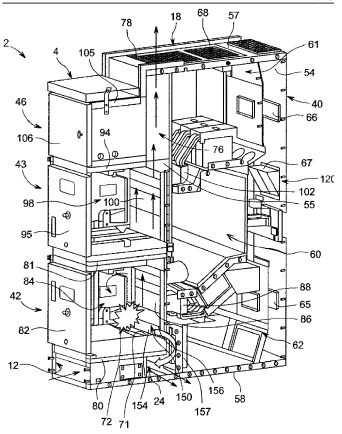
The design of iPV-Dual double-layer cabinets incorporates a separate compartment for cable connections, along with sealed channels for the cables. The single-line diagram is transformed to suit the double-layer cabinet configuration, as illustrated below. Notably, a double-layer cabinet retains only one cable entry (exit), ensuring that installation space and height requirements are met while allowing for the inspection and temperature measurement of cable heads without hindrance.
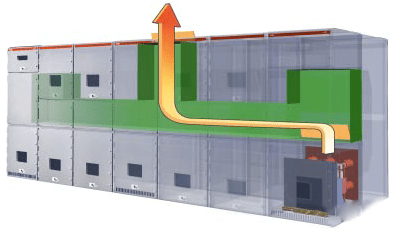
Pressure release requirements dictate that each high-voltage compartment must have a dedicated release channel. This design ensures that pressure release in one compartment does not affect others. However, one challenge is that the lower sections of the double-layer cabinet, which house circuit breakers, cable compartments, and busbars, lack release channels compared to centralized cabinets. Typically, several methods are employed to address this issue, such as the introduction of pressure relief channels in the middle or on the side. Central channels often necessitate significant height for upper circuit breakers, making operation and maintenance less convenient. In contrast, side channels can increase the width of the switchgear.
iPV-Dual has developed a patented design featuring lower release channels that release pressure from the lower handcart compartment to the front. This design ensures that the operation height of the lower handcart is user-friendly while providing a pressure release channel. The upper cable is sealed within a metal conduit, safeguarding the cable from internal faults.
Below are several pressure relief channel diagrams:
Comparison of iPV-Dual and Centralized Cabinets in Size and Appearance Design

Double-layer or multi-layer circuit breaker cabinets allow for current entry (exit) from both the upper and lower ends of the circuit breaker. Consequently, double-layer FC setups require two sets of busbars, or one set of busbars can be redirected to the upper end of the handcart using cables or insulated copper bars.
This design enables flexible and efficient medium-voltage switchgear configurations, optimizing the use of space and enhancing safety and reliability. Double-layer cabinets, like iPV-Dual, offer innovative solutions that benefit a wide range of applications and industries, including oil and gas projects.




{kind=link}
{kind=link}
{kind=link}
{kind=link}