With regard to busbar joint current density, some users require a specific maximum value for current density in busbar joints, or a full lap, but this design criterion may not have any bearing on the resulting temperature rise of the busbar system.
Most of the actual current transfer in busbar joints occurs below the area defined by the heavy flat washers used under the bolt heads and under the nuts, and very little current is carried in the joint area outside the area defined by the washers.
They also have no significant effect on the temperature rise of the joint. Therefore, increasing the area of the busbar connection joints by itself has little effect on reducing the temperature rise of the busbar system.
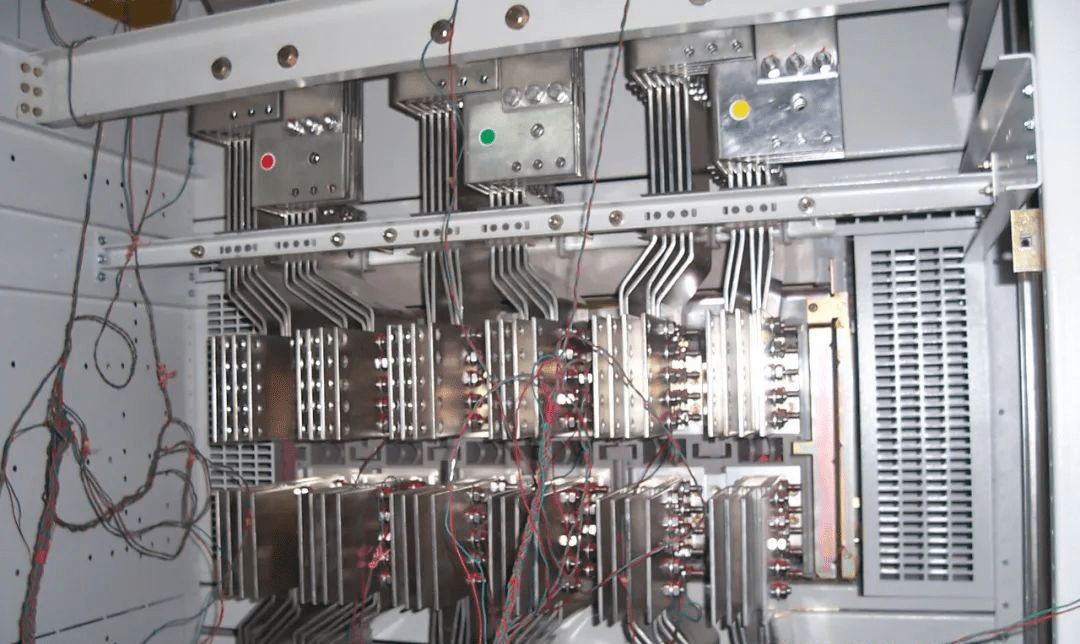
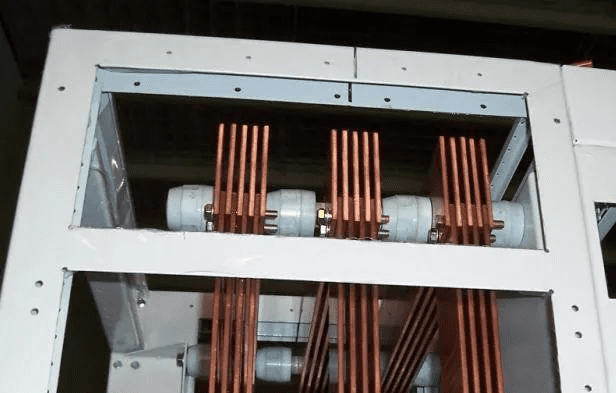
We can also try to improve the performance of busbar joints (in other words, reduce their temperature rise) by adding more bolts. However, as with many other aspects of electrical engineering, the “law of diminishing returns” applies. Typically, a busbar joint consists of a single row of bolts (one, two, or three bolts, depending on the width of the busbar) located across the entire width of the busbar. If we add a second row of bolts, we find that the second row has very little effect on the temperature rise of the joint. The reason for this is that most of the current transfer occurs in the row of bolts closest to the end of the busbar in the direction of transfer.
Over the years, we have learned that the current density in a joint does not necessarily correlate with the temperature rise performance of the joint. What is more important is the manner in which the clamping pressure of the bolts is distributed over as wide an area of the busbar joint as possible.
The most commonly used size is M12, but M16 fasteners are used for some very large joints, while the M6 size is used for smaller jobs, such as tightening terminals for small size wires.
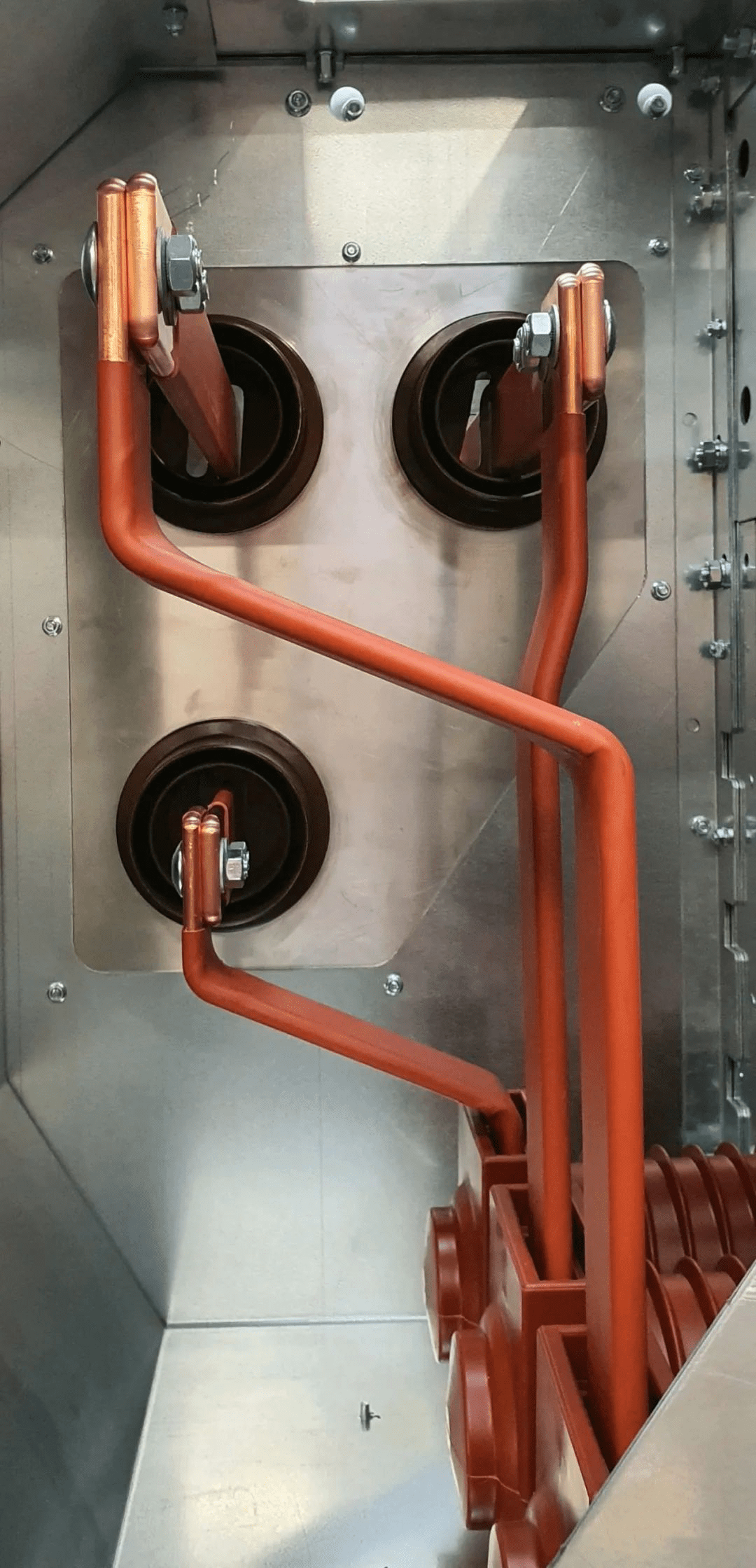
When two busbars are bolted together, the transfer of current from one busbar to the other occurs at a number of locations where microscopic protrusions on the surfaces of the two busbars are deformed by the pressure of the bolted connection. The vast majority of these deformation points occur under the standards. If a line is projected 45° outwards from the edge of the flat washer through the thickness of the busbar, the busbar connects the surface area where effective bar-to-bar conduction occurs. As long as the overlap of the two busbars is sufficient to cover the area, the bolted connection is effective and the additional overlap area is not important.
Proper assembly of fasteners is critical for low resistance joints. Flat washers are located close to the busbars on each side of the joint, and lock washers are located below the nuts. The bolt should be long enough so that at least two full threads protrude from the nut when the bolt is tightened. For M12 size, use bolts that are 25mm longer than the total thickness of the manifolds bolted together. Other bolt sizes may require longer or shorter bolts to compensate for the difference in thickness of the nuts and washers used. Bolts should also be no longer than necessary as the extra bolt length usually reduces the air gap between the bolt end and the nearest other phase or ground.
Proper bolt torque is essential for good joints. grade 5 fasteners M12 torque to 40-50Nm, while grade 8.8 is used to allow for high installation torque, with M12 bolts torqued to 70-80Nm. do not over-torque bolts. Excessive torque can stretch the bolt beyond its elastic limit and cause failure. Some installations have removed intermediate bolts from busbar connectors that were only half their original diameter.
What about other types of fasteners? Some users specify aluminium fasteners for aluminium busbars, bronze (usually Everdur) fasteners for copper busbars, or stainless steel for either busbar material. There are usually two reasons for this requirement. The first is to inhibit corrosion cells where dissimilar metals come into contact. This may be required for connections exposed to the weather, such as
open busbar, or installed in a contaminated environment. However, with typical metal-enclosed switchgear, where all busbar joints are inside the enclosure and are expected to be warm and dry, special fasteners are not usually required.
Another reason for specifying fasteners of similar material to the busbar is the concern that differential expansion between the busbar and the fastener may cause the joint to loosen. For copper busbars used in switchgear, the difference between busbar expansion and steel fastener expansion is about 0.04 % of the joint thickness, or one part in 2,500 temperature rise over the entire 65°C allowable range. However, offsetting any advantage of better matching expansion characteristics is the difficulty of finding high-strength fasteners made from these alloys. Lower fastener strengths may require lower torque levels on the connection.
Another fastener that is often required is the spring washer or pressure washer. This washer is used in place of the spring washer and is used to compensate (within limits) for the differential expansion of the busbar material and the fastener. In our experience, aluminium busbars may be of some value when used with steel fasteners, but are usually not necessary when the busbars are copper.
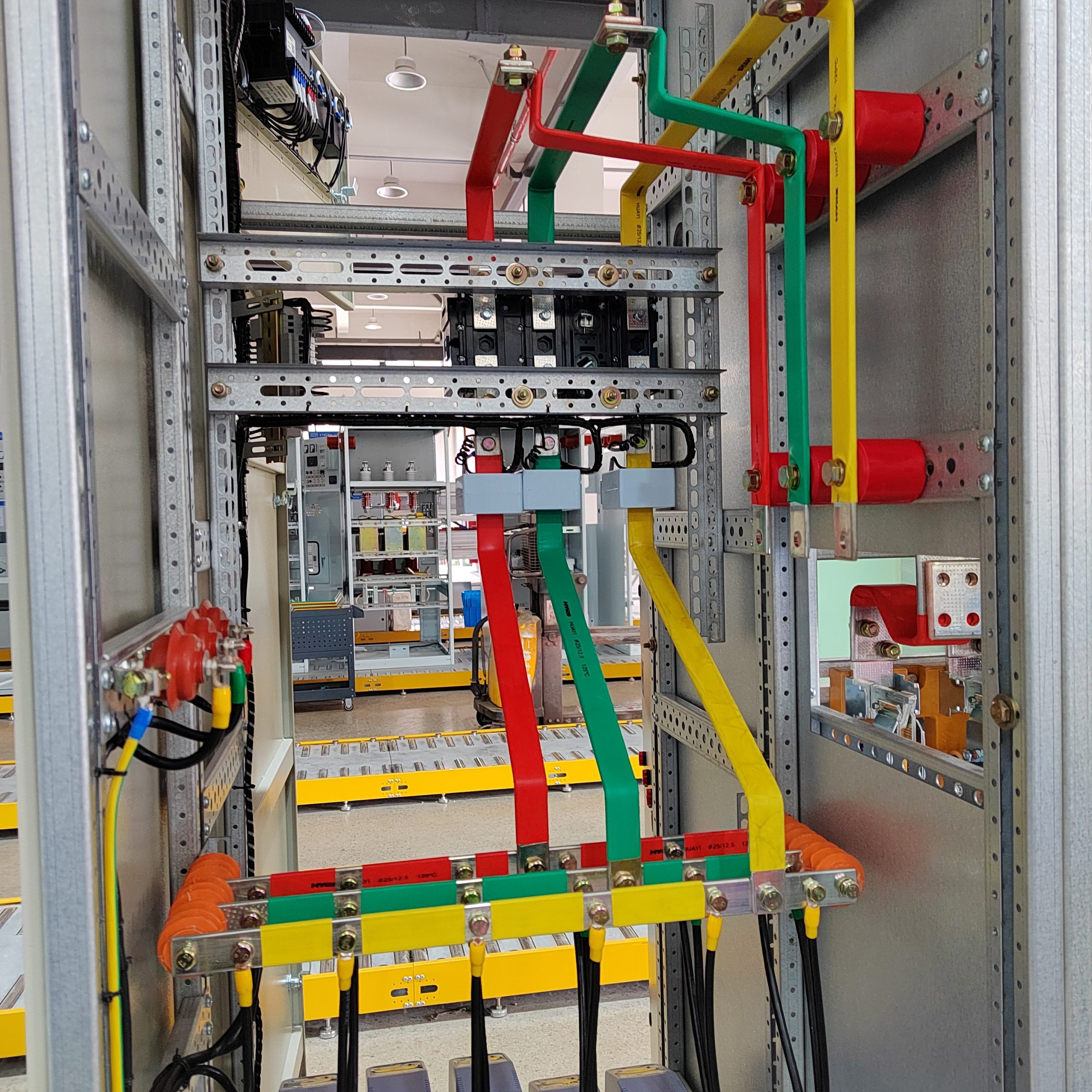
For these reasons, whenever possible, we design our busbar joints to have a row of bolts across the width of the busbar, with the number of bolts determined by the width of the busbar and the configuration of the joint. Our busbar joint configurations have been tested with continuous current to verify that the busbar system operates within the standard 65 °C temperature rise limit. They have also passed short-circuit testing, including short-term withstand current and instantaneous withstand current tests, to verify that the design can withstand the thermal and mechanical stresses associated with short-circuit duty.




{kind=link}
{kind=link}
{kind=link}
{kind=link}